


联系我们

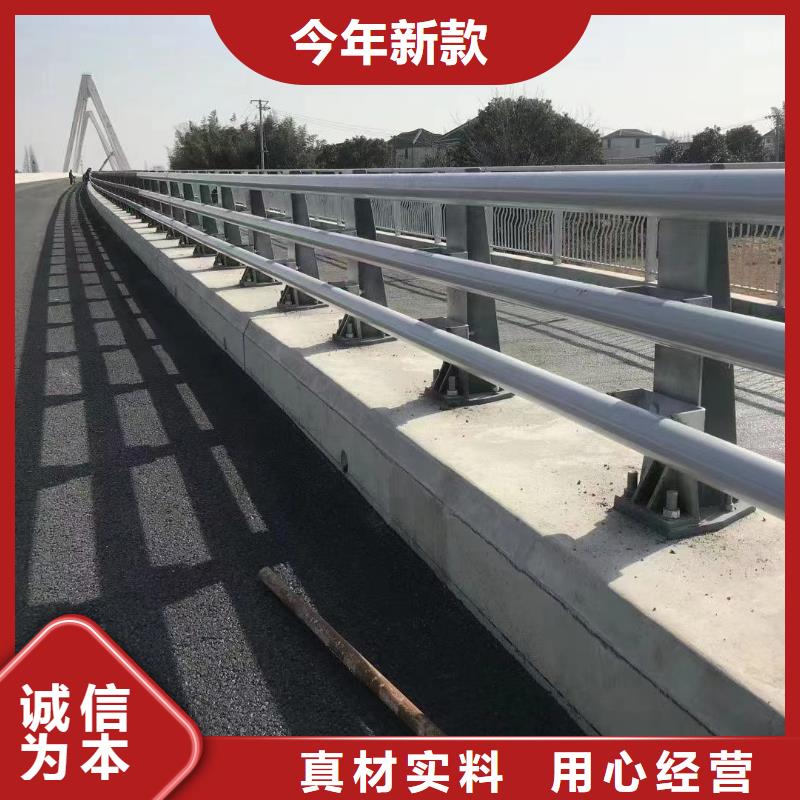
桥梁护栏防撞护栏市场报价
更新时间:2025-03-12 03:09:08 浏览次数:1 公司名称:聊城 鑫海达金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 215元/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 98989989 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 可售卖地 | 全国 |
| 适用领域 | 桥梁 道路 公路 公园 景观 |
| 品牌 | 鑫海达 |
| 是否定制 | 是 |
| 颜色 | 可定制 |
| 材质 | 201 304 |





不锈钢复合管桥梁护栏在切割的过程中注意的问题有哪些呢?
1、等离子切割 自动等离子切割机,速度快,但内壁附有大量熔融冷却后的金属残渣,清理起来很麻烦。等离子大多数切割都要发热,所以管子端口肯定变色,参数调整比较困难,使用不当容易造成恶劣的切口质量,现在已经很少用户用等离子切割机来切割薄壁不锈钢管。
2、自动滚刀切管机只有圆周的刃口,没有锯齿。一边转动一边向里进给,切口平整光滑,无铁屑,没有毛刺,内 壁略收口。加上特殊工装,收口现象能极大改观,设备造价低,适合中小企业合适的选择。 切割壁厚0.3毫米的不锈钢管,在将要切断的瞬间,会产生撕裂现象,管口会严重变形,切割大口径的薄壁不锈钢管时需要加上特殊装置,才能做到切割不变形,对操作人员的技术要求高。
3、仪表车床针对切割非常薄壁的不锈钢管(壁厚0.2~0.6mm,直径范围在32mm以下),使用质优的白钢或锋钢刀具,刀具成本低,但是比较耐用,切面很平整,切割不加水,适合家居产品管件如拖把管、扫把管、蚊帐管的切割,这种方式自动化程度低,劳动强度大。适合切割小直径的圆管。目前经过自动化改仪表切刀切管机的切割效率将会大大提高,操作工人的劳动强度也会降低。
4、另外也有一种类似于类似自动仪表车床,但使刀具旋转并进给,管材不动,解决了超长度钢管旋转带来的不便。可采用两把刀同时加工的切削方式,可以实现一把刀切断,同时另一把刀修正钢管断面,但是这种切割方式同样也只适合小批量切割。
5、锯片切割,目前用来切割薄壁不锈钢管的锯片一般是采用钨钢锯片切割,结合数控设置的自动送料系统,自动化程度高,操作简单,工人劳动强度低,一人可同时操作多台机,切割薄壁不锈钢管时,切割速度快、切口不变形无毛刺、切割精度高、实地测试切割19*0.3*200mm的管件,每10小时的产量可达8000支以上,是一款非常适合大批量薄壁管件切割的切管机。
桥梁护栏在切割的过程中注意的方式和方法就是以上我们采用的这些方式,在进行操作的过程中不断地去改善它的切割的操作,让桥梁护栏的效果更加好,这样的话桥梁护栏的性能和效率才会更加突出!


看看不锈钢复合管护栏使用要求
不锈钢复合管护栏是铝合金护栏无法替代的,不锈钢复合管的品种:不锈钢复合管的两种单层资料的组合办法有
效取决于运用请求及其环境特征, 根本准绳是:作为底层钢管,它应具有较高的强度和刚性,价钱廉价,工艺性能
好; 作为覆层则应具有抗环境介质的腐蚀或许抗磨损才干。
该覆层能够复合在底层管的内层(内复合管),也能够复合在其外层(外复合管)。不锈钢复合钢管的用处不锈
钢复合钢管产品按运用性质可分为化工用液体气体用不锈钢复合管、石油自然气保送不锈钢复合管及油井用复合管、
锅炉用不锈钢复合管、废物燃烧炉用不锈钢复合管。
热交流器用不锈钢复合管、耐磨损用不锈钢复合管、耐腐蚀构造用不锈钢复合管以及修建装潢用不锈钢复合管等
。其主要应用范畴如下:不锈钢复合管护栏是铝合金护栏无法替代的 自20世纪60年代中期废物焚化技艺展开以来,
废物焚化炉一向遭到管子寿数的搅扰,假设仅用CrMo低合金钢作管子。
不采用任何维护办法,管子的运用寿数不到6个月。奥氏体不锈钢和镍基合金具有良好的耐蚀性,可是用它作过
热器,锅炉水或许会惹起应力腐蚀裂纹的风险。因而选用不锈钢复合管作燃烧炉过热器较志向,其外层基管可选用具
有耐燃烧高温以及耐腐蚀氛围的资料。



经过不同的抛光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果,而且不锈钢在冷加工、热加工、焊接等方面都具有良好的物理性能。高端的不锈钢复合管护栏构配件采用的是不锈钢材质制作,有着的机械性能和优越的耐腐蚀性能,使得产品具有良好的抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能,保障了建筑物的使用。此外,不锈钢复合管护栏与太阳能光伏发电系统、太阳能真空管、真空集热板的结合应用,使不锈钢复合管护栏具有利用绿色、清洁、环保的太阳能造福人类,并且使用寿命长、维护成本低的功效,在减小甚至杜绝污染的同时,大大降低能耗,具有节能环保的功效。不锈钢复合管, 桥梁护栏,护栏立柱,不锈钢复合管护栏
1、人行道或带外侧的护栏高度不应小于1.10m。护栏构件间的大净间距不得大于140mm,切不宜采用横线条护栏。护栏结构设计必须可靠,护栏底座应设置锚筋,其强度应满足 规范要求。
2、护栏强度应满足:车辆以80KM/H的速度,与护栏成15°角发生碰撞,不落河。
3、护栏造型、色调与周围环境协调,对重要桥梁宜作景观设计。
4、当桥梁跨越快速路、城市轨道交通、高速公路、铁路干线等重要交通通道时,桥面人行道护栏上应加设护网,护网高度不应小于2m,护网长度宜为下穿道路的宽度并各向路外延长10m。
5、作用在桥上人行道护栏扶手上竖向荷载应为1.2KM/m;水平向外荷载应为2.5KM/m。两者应分别计算。不锈钢复合管, 桥梁护栏,护栏立柱,不锈钢复合管护栏。


不锈钢复合管护栏制造的基本工序
不锈钢复合管护栏在日子中的应用十分广泛,咱们日常日子中的许多地方都离不开不锈钢复合管护栏。咱们都知
道不锈钢复合管护栏的运用效果许多,可是却不知道不锈钢复合管护栏的制造工序,现在咱们大家就一起来简略的了
解一下。
一,概述
不锈钢复合管护栏是由较厚的珠光体钢(基体)与较薄的不锈钢(复层)复合轧制而成的双金属板。基体主要是
碳钢和低合金钢,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、
15CrMoRH等,复层多为耐蚀性好的不锈钢,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、
0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。
不锈钢复合管护栏的底层与复层交界处的焊接属异种钢焊接,其焊接性主要取决于复层和底层的物理性能、化学
性能、接头方式及填充金属种类,常发作高温结晶裂纹、推迟裂纹和脆化问题。焊接的办法有:焊条电弧焊、埋弧焊
、CO2气体维护焊等,现在常用氩弧焊焊接复层、焊条电弧焊焊接底层。为了确保复合钢板不失去原有的综合性能
,底层与复层有必要别离进行焊接;底层的焊接工艺与珠光体相同,复层的焊接工艺与相应的不锈钢相似,而底层与
复层交界处的异种金属焊接是关键。
二,焊前预备
1,不锈钢复合管护栏的切开,一般总厚在12mm以下时,选用机械剪切合冷冲压加工等方,加工时复层有必要
向下底层向上,不能损伤复层外表和结合处;在底层和复层都较厚的情况下,可选用等离子切开(从复层侧开始切开
)和氧-乙炔火焰切开(从基体侧开始,氧压和割速要比同厚的碳钢板小,但割嘴稍大些)。
2,不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形
;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳
钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。
3,坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡
口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当
焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层
中少熔入底层成分。
4,不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);
当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:
三,焊接操作
1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,
一起还应考虑过渡层的焊接特点,,尽量削减复层一侧的焊接作业量。
2,角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊
根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看
不锈钢复合管护栏厚度而定。
3,由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂
乱的金相安排,添加焊接难度。因此,为了防止 层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一
部分。
4,先焊底层, 道底层焊缝不应熔透到复层,以防焊缝金属发作脆化或发作裂纹,底层钢焊接时,仍按底层
惯例焊接电流。底层焊完后,用碳弧气刨、铲削、磨削等办法清理焊根,要求高的,经X射线探伤合格后,才能焊接
过度层。
5,过渡层焊接,为了削减母材对焊缝的稀释率,在确保焊透的情况下,应尽量少焊接电流;要选用小直径焊条
和窄焊道,有必要盖满底层焊缝切高出底层1mm,焊缝成形要滑润,不能凸起,否则要打磨掉。
6,焊接小直径不锈钢复合钢管时, 层焊道应选用钨极氩弧焊,第二层可用奥氏体不锈钢焊条焊接。
7,关于大厚度不锈钢复合管护栏制造的高压容器,施焊过程中先焊内部不锈钢复合层,再焊一层铁素体过渡层
终用低合金钢焊条填满底层焊缝。
8,根据作业条件选用结构材料时,应使奥氏体焊缝与珠光体钢熔合区中的扩散层降低到小程度,这关于高温
和有腐蚀介质中作业的构件和焊后需求进行回火处理大型构件来说尤其重要。
9,操作时要注意维护非焊接部位复层外表,防止电弧划伤,底层焊缝要为过渡层留出合适的深度,一般距复层
约2mm.
四,焊后处理
对不锈钢复合钢的焊接接头,一般既不进行复层的固溶处理,也不进行消应力处理。可是关于极厚的焊件,常常
采取中间退火和消应力处理,残余应力的热处理好在底层焊完后进行,热处理后再焊过渡层和复层,如需整体
热处理时温度的选择要考虑对复层耐蚀性的影响、过渡层的不均匀性及异种钢物理性能的差异,温度一般为:450~
650℃。
不锈钢复合钢的焊后处理常用办法有:退火处理、喷丸处理、借助变形法应力。


在当前国内外 泰安宁阳【波形护栏】激烈的市场竞争中,鑫海达金属制品有限公司本着“诚信为本、客户至上、精益就精、质量优先”的立业宗旨,一如既往地提高现有 泰安宁阳【波形护栏】产品质量,不断努力提高现有 泰安宁阳【波形护栏】产品质量,不断努力研究开发适用于客户要求的 泰安宁阳【波形护栏】产品,完善售后服务,保证用户运行而无后顾之忧。愿与各界朋友精诚合作,共谋发展!

